

压延机速度调节的关键技术与生产优化方案
压延机速度调节的关键技术与生产优化方案
压延机速度调节是橡塑制品生产过程中的关键控制环节,直接影响产品厚度均匀性、表面质量和生产效率。合理的速度调节能够确保生产稳定性,减少废品率,提升整体经济效益。本文将系统介绍压延机速度调节的技术要点和实用方法。
速度调节对压延质量的重要性
压延速度的稳定性直接关系到橡塑制品的质量一致性。在橡胶压延过程中,速度波动会导致胶料厚度不均匀,出现厚度偏差或表面缺陷。塑料压延时,速度变化会影响熔体流动稳定性,造成制品表面光泽度不一致或内部应力集中。
适当的压延速度调节还能优化生产效率。速度过快可能导致胶料过热或塑化不均,速度过慢则会影响产量和能耗经济性。因此,精准的速度控制是实现高质量生产的基础。
压延机速度控制系统组成
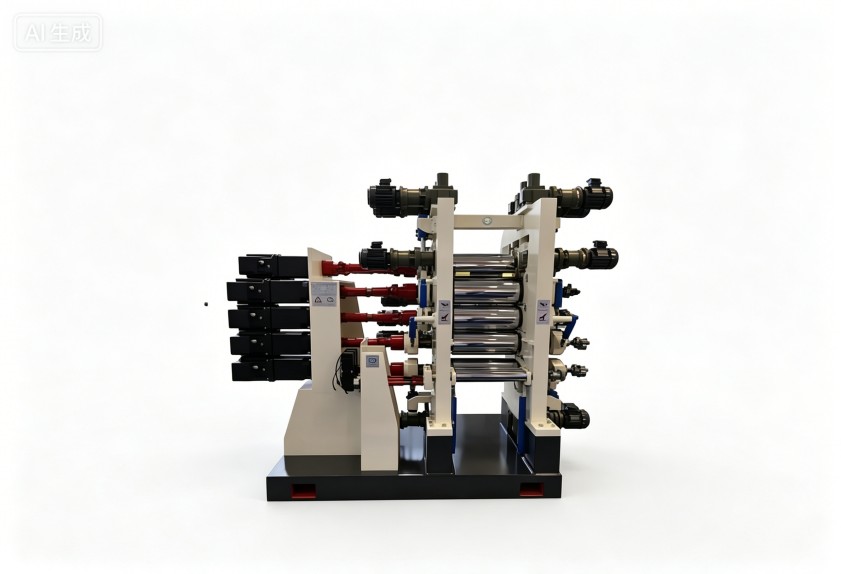
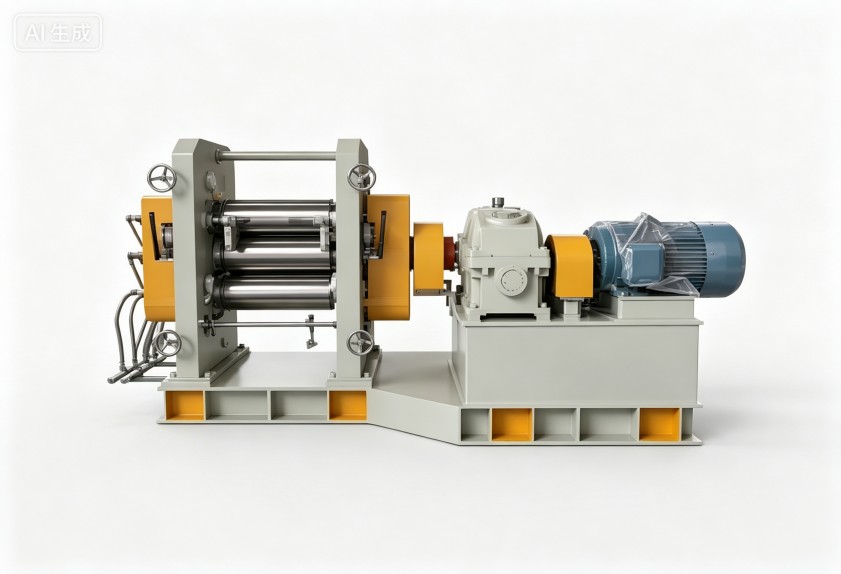
现代压延机的速度控制系统通常由动力单元、传动装置、控制模块和检测反馈系统四大部分组成。

动力单元采用交流变频电机或直流电机,提供稳定的动力输出。传动装置包括减速机、联轴器和齿轮箱,确保动力平稳传递至压延辊筒。控制模块通过PLC或专用控制器实现速度设定和调节功能。检测反馈系统则通过编码器、测速传感器实时监控实际转速,形成闭环控制。
利拿实业在压延设备设计中,采用高精度变频控制系统,确保速度调节精度达到±0.5%以内,满足各种橡塑材料的工艺要求。
速度调节的具体方法与实践要点
压延机速度调节需要根据材料特性、产品规格和生产工艺进行针对性设置。以下是几个关键调节维度:
主驱动速度调节:通过控制主电机转速来调整压延辊筒的线速度。一般建议采用分段调速方式,起步阶段使用较低速度,待生产稳定后逐步提升至工艺要求速度。
各辊筒速度配比调节:多辊压延机需要合理设置各辊筒之间的速度比。速度配比不当会导致胶料堆积或拉伸过度,影响产品物理性能。通常前后辊速度差控制在10%-20%范围内。
速度与温度协调控制:压延速度需要与辊筒温度协调调节。速度提高时相应提高辊温,避免因剪切生热不足导致塑化不良;速度降低时适当降低辊温,防止材料过热降解。
常见问题与解决方案
在实际生产中,压延机速度调节可能遇到各种问题。速度波动较大时,首先检查传动系统是否正常,包括皮带张力、齿轮啮合情况和轴承状态。电气方面需要检查变频器参数设置是否合理,编码器反馈信号是否稳定。
针对不同材料的特点,需要采用不同的速度控制策略。例如橡胶压延时,由于胶料弹性较大,建议采用较低的速度和较小的速度梯度;塑料压延时,可以适当提高速度,但要注意熔体强度与拉伸速率的匹配。
利拿实业的技术团队在长期服务客户过程中,积累了丰富的速度调节经验,能够根据客户具体材料和产品要求,提供个性化的设备调试和工艺优化建议。
优化建议与专业支持
为了获得最佳的压延效果,建议企业建立完善的速度工艺参数数据库,记录不同材料、不同产品规格的最佳速度设置。定期对设备进行维护保养,确保传动精度和控制稳定性。
在选择压延设备时,应关注速度控制系统的精度和可靠性。利拿实业提供的压延机组配备先进的控制系统,支持多种速度模式选择,并具备远程监控和故障诊断功能,帮助客户实现智能化生产。
如果您需要针对特定材料或生产工艺进行压延机速度优化,我们的技术团队可提供专业咨询和设备调试服务。请提供您的具体生产要求和工况条件,我们将为您制定个性化的解决方案。
通过科学的压延机速度调节和持续的工艺优化,企业能够显著提升产品质量稳定性,降低生产成本,增强市场竞争力。利拿实业愿意与您携手,共同推动橡塑制品生产技术的发展和进步。
