挤出机培训成果总是不理想?先解决这3个设备认知问题
操作员懂设备构造,才是挤出机培训到位的关键
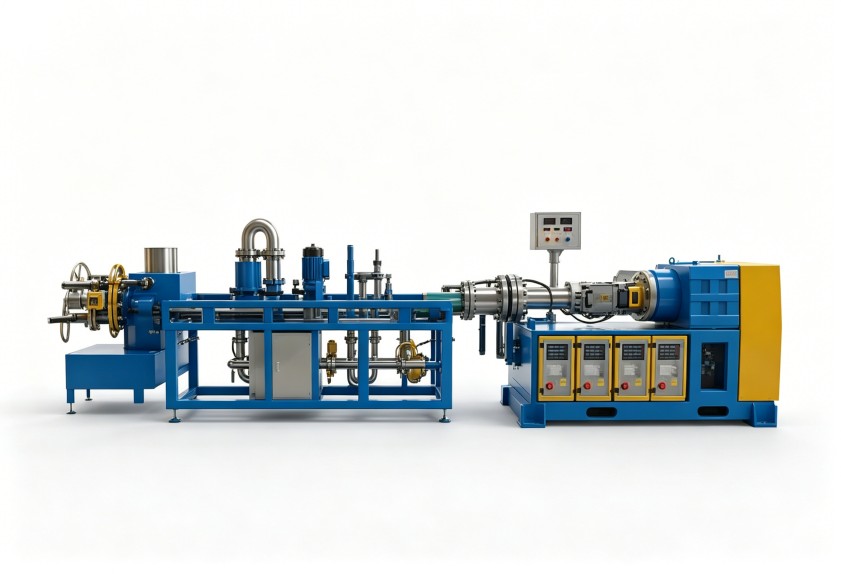
一般来说在塑料改性产线上,挤出机的培训,往往很容易陷入“教流程、记参数”的固有循环,操作员哪怕背熟了好几组螺杆转速和温度设定值,真遇到换料、换色或是批次波动的情况,调整效率依旧很低,根本原因就在于,不少培训方案没有帮操作员理解“设备为什么这么运行”的底层逻辑,这里就从几个常见的设备配置模块切入,说明一次有效的挤出机培训,应该覆盖哪些核心认知点。
别把螺杆当成了“一根轴”
很多操作员平时只知道螺杆在转,但不清楚螺距、长径比和捏合块组合,会如何影响最终的塑化效果,挤出机培训首先要讲清楚,不同螺槽深度对应的是建压能力还是输送效率;捏合块排列方向决定了剪切分散的强弱程度,把这些细节讲明白,操作员在调整温度或转速时才会有明确方向,而不是靠反复试错碰运气。
温控系统不只是“调个温度”
机筒各段加热区的实际控温逻辑,通常情况下都被简化甚至直接忽略,培训时如果只是让操作员记住几个温度区间,碰到剪切热累积超标或冷却响应迟缓时,故障排查根本没头绪,合格的挤出机培训应该拆解热电偶的安装位置、PID参数的常规调节习惯、冷却管路阀门的响应特性,掌握这些内容,操作员才能主动预判温度偏移,而不是等产品外观出问题了,再被动叫修。

机头模具与排气的配合讲究不少
对于塑料改性来说,机头建压、流道分布以及真空排气效率,直接影响成品的外观和密度,现在很多工厂的培训只教基础的拆装步骤,却很少解释模头压力反馈和螺杆转速的匹配关系,挤出机培训如果能结合实际在用的模具展开,把均压板尺寸、排气段螺杆的设计逻辑融入进来,操作员在调整产能或变换配方参数时会更有底。
培训内容还需要贯穿到日常的生产反馈里,生产现场的新人往往更愿意听“怎么做”,但懂设备构造的挤出机培训技术员,在应对清机换色这类操作时明显更从容,把培训内容从干巴巴的操作手册延伸到设备原理层面,既提升了动手效率,也降低了不必要的生产损耗。

对塑料改性企业来说,选择合适的设备供应商,并获取与其设备结构匹配的培训支持,会比通用的标准化课程更实用。
利拿实业可根据您的实际生产需求,提供全流程非标定制化的橡塑混炼成型解决方案。